Mots-clés
Soudage, mécanique des fluides, thermique, laser, changement de phase, écoulement à surface libre, effets capillaires, effets Marangoni
Contexte / Objectif
Le procédé de soudage laser impulsionnel est utilisé industriellement dans le but de limiter les déformations et contraintes résiduelles tout en garantissant une qualité de soudure élevée. Afin de maîtriser et optimiser ce procédé, une simulation des phénomènes physiques gouvernant la création du capillaire de soudage et de la zone fondue est effectuée.
Les objectifs sont les suivants :
- Prédire la forme de la zone fondue (largeur / profondeur) à partir des conditions opératoires et des propriétés matériaux (modèle prédictif)
-
Comprendre la formation des défauts de type « porosités » dans le but de déterminer des moyens de limiter leur apparition
Réalisations de SIMTEC / Résultats
Afin de répondre aux besoins du client, une modélisation thermo-hydraulique d’un impact laser a été effectuée via le logiciel COMSOL Multiphysics®. Elle permet de prendre en compte, dans un unique modèle, les différents phénomènes physiques dominant les cinétiques de creusement et de fermeture du capillaire ainsi que la formation de la zone fondue :
- Dépôt d’énergie via laser
- Changements de phase thermodynamiques (fusion et vaporisation)
- Loi de pression de recul engendrée par l’éjection de vapeur
-
Déformation de l’interface liquide/vapeur avec prise en compte des effets capillaires (Laplace et Marangoni)
Après résolution de ce problème thermo-hydraulique fortement couplé, une validation numérique du modèle (études de convergence sur les discrétisations temporelle et spatiale) a été effectuée. Une comparaison des résultats expérimentaux (micrographies post-mortem) à gauche et numériques à droite est illustrée pour deux durées d’impact différentes :
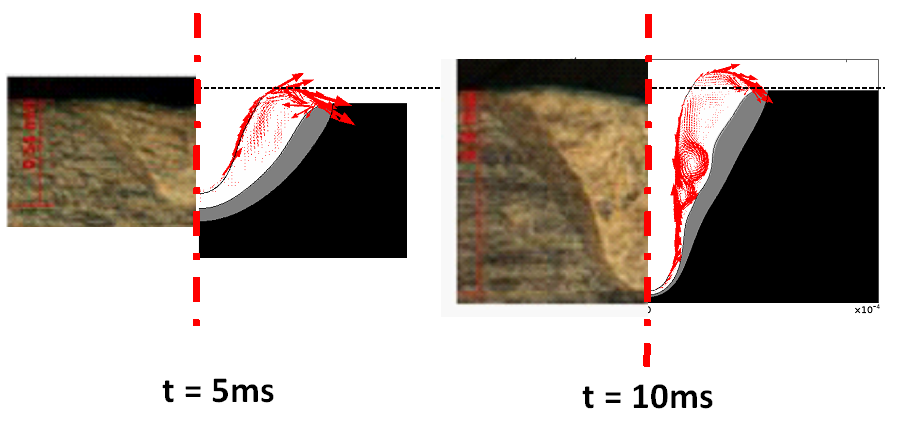
Le modèle permet donc d’estimer les dimensions de la zone fondue à partir des conditions opératoires de manière satisfaisante, fournissant ainsi une aide au dimensionnement des assemblages. Il permet également de décrire les mécanismes de formation de porosité pouvant apparaître dans certaines conditions de soudage :
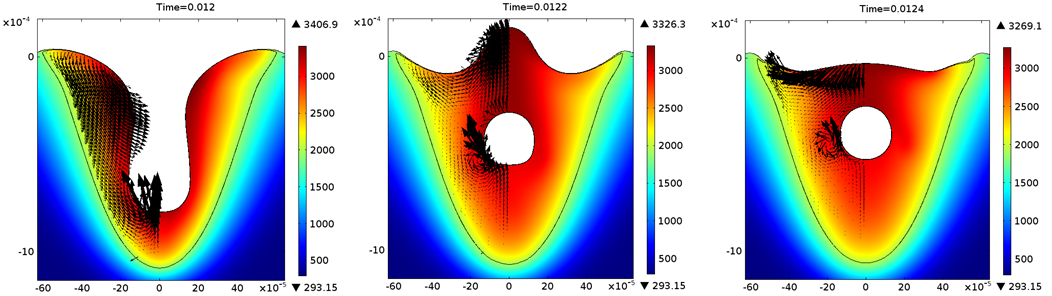
Après avoir identifié les mécanismes responsables de la formation des porosités, une méthode visant à limiter leur formation en optimisant la durée de l’impact laser en fonction de son intensité, a alors pu être testée numériquement.